|
|
铁型覆砂工艺及其装备的发展状况278
发表时间:2017-06-26 14:29 铁型覆砂工艺发达国家在60年代已开始使用,主要生产曲轴、连杆,凸轮轴,刹车毂,汽缸套等铸件,运用铁型覆砂的企业都取得了明显的经济效益。我国运用这一工艺较国外稍晚,但发展速度很快,就目前来看,与国外运用这一工艺相比,没有很大差別,特别是近几年,铁型覆砂装备发展非常迅速,主要应用在曲轴(包括汽车、摩托车、压缩机小曲轴),凸轮轴、缸套、轮毂、制动鼓、缸体、缸盖曳引轮以及高牌号的球铁件等,铸件运用这一工艺生产出来的铸件,可以提高铸件的工艺出品率,不管是内在质量还是表面质量都很高,机械性能明显提高,可以显著提高球铁的牌号,用户普遍反映良好。 ●铁型覆砂铸造工艺 铁型覆砂铸造是在粗成的金属型(铁型)内腔上通过热固化,覆上一层型砂(覆膜砂)形成铸型,铁水浇注在覆膜砂型中,形成铸件。在设计铁型时需要经过反复模拟试验及工艺试验和生产验证,合理确定铁型重量、壁厚、覆砂层厚度及浇注系统,使铸件的充型、凝固和冷却在一个比较理想的条件下完成。 ●与砂型铸造相比 在铁型覆砂工艺应用以前,国内生产曲轴等大批量球铁铸件,大都采用粘土砂造型生产, 很难实现无冒口铸造,而铁型覆砂铸造工艺真正实现了无冒口铸造,这主要由于铁型钢性好,冷却速度快,在浇注和凝固过程中变形小,通过对内浇口的设计,能利用球铁在凝固过程中的石墨化膨胀抵消铸件的线收缩和体收缩,使缩孔和缩松无法形成,铸件本体致密,减少废品率,提高工艺出品率。铸态珠光体球铁,其晶粒细小,组织致密,晶核间形成裂纹倾向小,强度髙,是一般球铁铸件所期望的组织。而砂型铸造要得到这一组织.必须严格控制铁液化学成分,生产稳定性极差,铁型覆砂铸造由于铁型导热性好,透过覆砂层快速吸收热量,使石墨细化,共晶团增加,球铁本体机械性能可达到很高的球铁牌号要求,铸件废品率下降,质量大大提高,据使用这一工艺生产曲轴的用户反映,在砂型铸造时,其废品率一般达到10-20%,而运用铁型覆砂铸造,废品率在 5%以内,有时仅为1%,而且铸件的外观质量大大提高,加工余量明显减少,生产成本明显下降。 由于使用铁型覆砂铸造工艺,可以简化为直接外购的覆膜砂,节省了砂型铸造中砂处理设备的投资,简化生产工艺流程,加快投产进度,同时车间环境也有很大程度的提高。覆膜砂较潮模砂价格较高,但铁型覆砂铸造其铁砂比仅为1:0.164(曲轴),远远小于砂型铸造的1:3.5,节省了砂的用量,当生产线的用砂量较大时,可以考虑覆膜砂的再生回用设备(再生砂生产的覆膜砂质量更好),这样更增加了这一工艺的优越性,减少了车间污染,真正实现了铸造车间清洁生产。 宁国市志诚机械制造有限公司研发的自动化高速铁型覆砂生产线,颠覆了行业内的铁型覆砂生产线的运行模式,生产线采用了多项新技术,使得生产线的运行更顺畅,故障率更低;模块化的设计使生产线的安装和调试更为迅捷、方便;以制造精度和控制变形来保证设备的自动化运行;志诚机械基于十余年来对自动化生产线的理解,在生产线给各位之间的配合、设计、制造方面都溶于了自己独特的理念,利用PLC正真实现了铁型覆砂生产线的设备自动化(而不是靠人工+电器控制)。下面分别对铁型覆砂造型机和铁型覆砂生产线的几种典型布置形式作一简单介绍。 一、造型机 造型机主要包括:辊道、模具托举缸、射砂筒,射砂板(含射砂头)、砂库、储气罐、射砂头移动机构、模具移动机构(便于调换模具)及电气柜。其工作原理为:当砂箱运行到射砂位置时,砂箱定位机构定位砂箱,模具托举缸将模具托起和砂箱吻合,射砂头移动到射砂位置,射砂头下压并射砂,射砂完成后,收起射砂头,并移动到砂库下方补充新砂,为下一次工作做装备。以此同时,砂箱内的覆膜砂开始固话,当固化完成时,模具托举缸下降到初始位置,造型完成,砂箱运行到下一个工位。 1、单工位造型机:一次只能造一块砂型,上型或者下型,更多的是用于砂芯的制作。在生产线上一般需要二台配合使用。
2、双工位造型机 双工位造型机一次可以造一付砂型,同时造上型和下型,造型机自动运行,相较于单工位造型机可以节约一个操作工。
3、四工位造型机 四工位造型机一次可以造二付砂型,同时造二上型和二下型,造型机自动运行,相较于单工位造型机可以节约三个操作工。
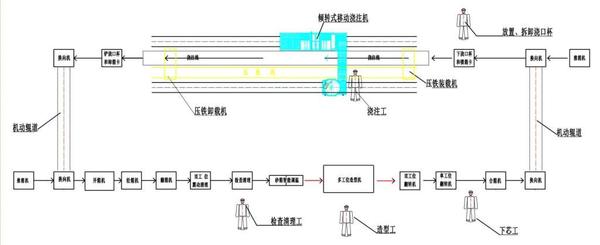
二、自动化铁型覆砂生产线 下面将以工艺流程图的方式介绍几种生产线的工作形式。因为各种生产线都是按照不同产品的工艺要求定制,下列工艺流程图只是主要的形式,在满足产品工艺要求的前题下,各种形式的可以任意组合。 1、机动辊道,压铁线,浇注机浇注 本工艺流程图为造型线配备一台多工位造型机,二端采用机动辊道柔性结合,机动辊道可以起储存砂箱的功能,使浇注线和造型线可以很少收到彼此的牵制。浇注线采用压铁线形式,其中压铁线可以是多种形式的,可以采用传统的压铁,也可以采用液压形式,对于一些表面积不大的铸件,则只采用浇注机液压压箱浇注即可。
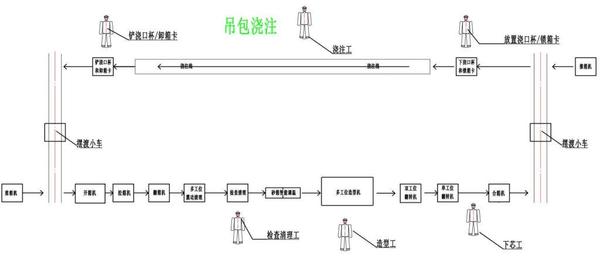
2、摆渡小车,吊包浇注,上箱卡。 本工艺流程图为造型线配备一台多工位造型机,二端采用摆渡小车传输。浇注线采用压铁线形式,浇注线采用传统的箱卡方式,浇注采用传统的吊包浇注。
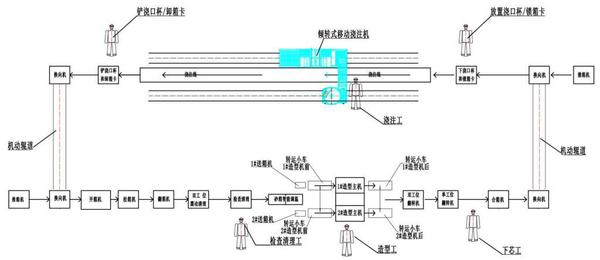
3、机动辊道双主机,浇注机浇注,锁箱卡 本工艺流程图为造型线配备二台多工位造型机,二端采用机动辊道柔性结合,机动辊道可以起储存砂箱的功能,使浇注线和造型线可以很少收到彼此的牵制。浇注线采用送箱机,人工锁箱。双主机生产线对于产品固话时间较长的产品,可以显著提高生产线的生产效率,空载节拍最快可以达到90箱/小时。
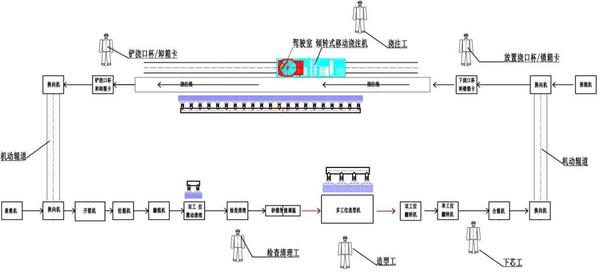
3、铁型覆砂生产线与环保 现在的铸造生产,环保是个绕不开的话题,铁型覆砂生产线相对于潮模砂生产来说,现场环境好,占地面积小,生产设备紧凑,便于规划车间物流。但是由于使用了酚醛树脂覆膜砂,在造型和浇注时候会有少量的气味,在生产线振动清理工位也有少量的粉尘,因此下面给出了铁型覆砂生产线配备环保设备的示意图,当然图示仅仅是一种形式,具体配置要根据工件的具体形式布置。
附图:实拍自动化铁型覆砂生产线现场图片
|